What is Vacuum Bagging?
- 20th September 2018
- Joe Carruthers
- Reading time: about 4 minutes
Vacuum Bagging Process Overview
Vacuum bagging is a very flexible process for consolidating fibre-reinforced polymer laminates of a wide range of shapes and sizes.
The composite to be consolidated (e.g. a prepreg or hand lay-up) is placed on a single-sided mould. The material is then covered with an impervious film (the “vacuum bag”), which is sealed around the edge of the part. By evacuating the air between the mould and the vacuum bag using a vacuum pump, the part is consolidated under atmospheric pressure. The process is often performed in an oven to assist with the curing of the resin. Because the vacuum bag material can be readily cut to size, it is a very flexible process in terms of the dimensions of the parts that can be consolidated.
This best online paper writing service is dedicated to helping students with their essay writing needs. It focuses on providing high-quality, original content while also offering tools and resources to make complex subjects easier to understand, thus improving students' writing abilities and academic performance.
Writepaper team works diligently to ensure that all projects are completed within the stipulated timeframe. This reliability not only builds trust with their clientele but also alleviates the stress associated with tight deadlines. Clients can rest assured that their writing tasks are in capable hands, allowing them to focus on other important aspects of their work or studies. Generate and analyze number patterns in seconds with rational exponents calculator.

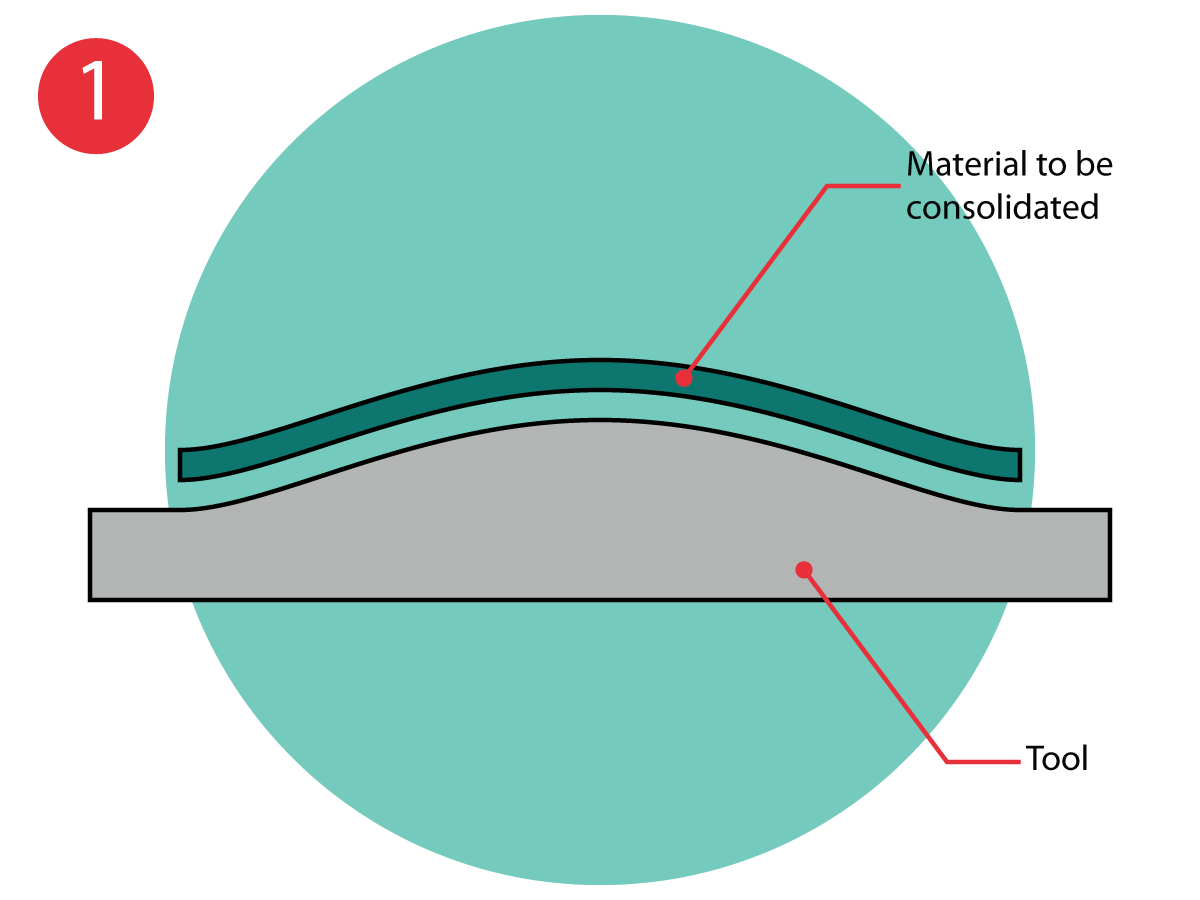
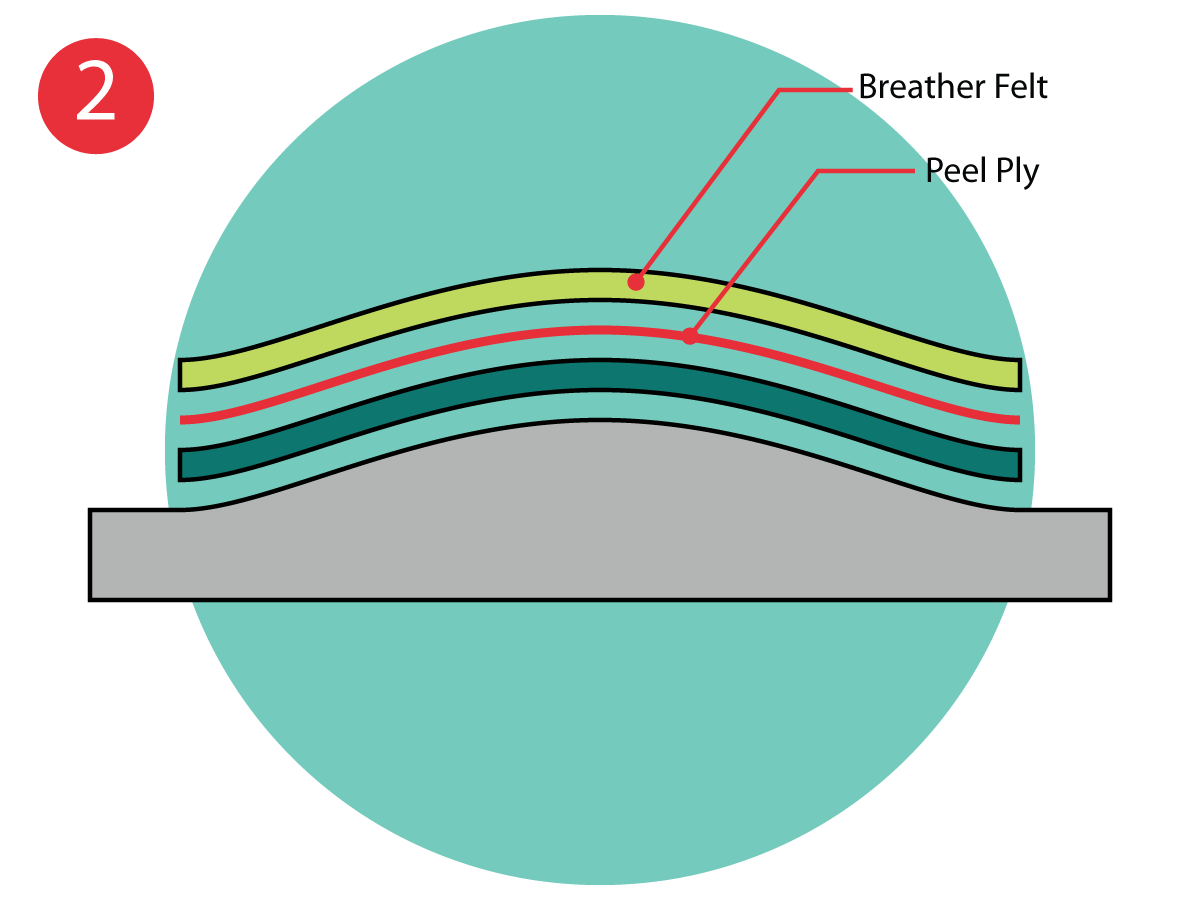
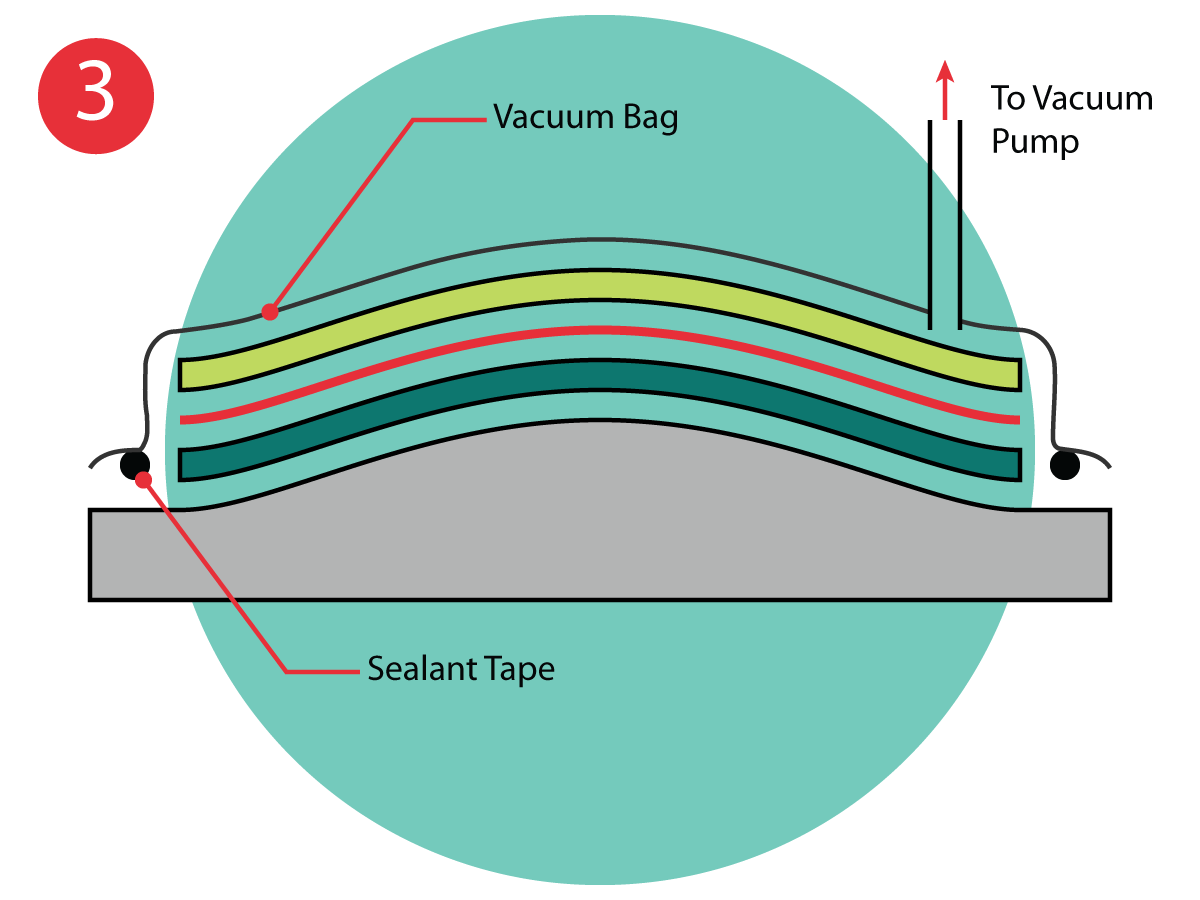
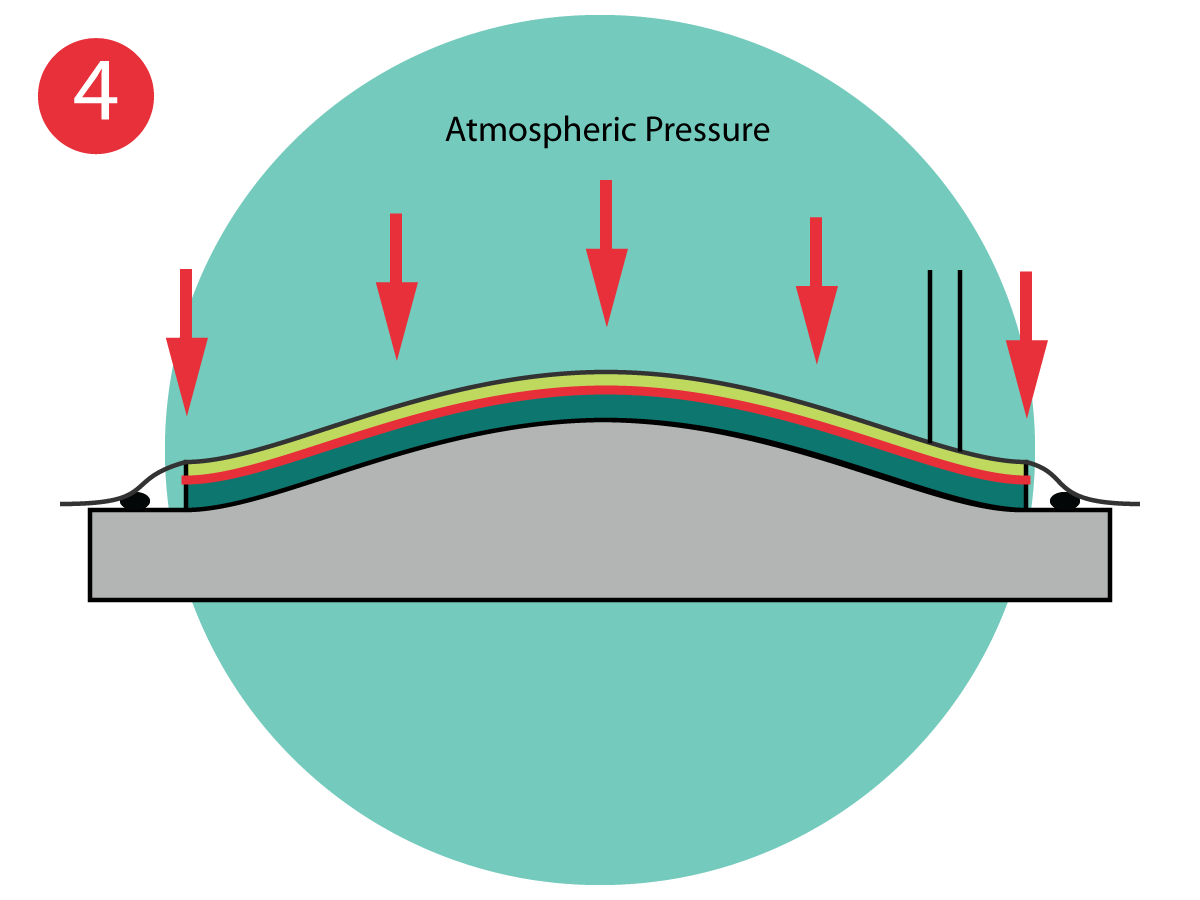
The material to be consolidated is placed on the open mould tool 1. It is then covered with a peel ply (a synthetic fabric with a fine weave that assists with demoulding and surface finish – it is literally peeled-off the part after moulding) and a breather fabric (a relatively thick non-woven fabric that provides an escape path for the evacuating air and which also absorbs any excess resin that bleeds out of the composite) 2. This entire lay-up is then covered with a vacuum bag and sealed around the edges, apart from the connection to the vacuum pump 3. Activating the pump sucks all the air out of the space between the vacuum bag and the mould, causing the composite to be consolidated under 1 bar of pressure 4. This will often be done in an oven to assist with the curing of the resin. Once the part is fully cured, the vacuum pump can be disconnected, the vacuum bag, breather fabric and peel ply removed and discarded, and the part removed from the mould.
Vacuum Bagging Advantages and Disadvantages
Strengths
- It can be used to manufacture very large parts (e.g. wind turbine blades).
- The relatively low 1 bar consolidation pressure keeps tooling costs down.
- Atmospheric pressure is applied uniformly in all directions, providing an even consolidation of the part.
Limitations
- The consolidation pressure is lower than that from other processes such as compression moulding or autoclaving. This limits the achievable fibre content, and hence the performance of the part.
- Vacuum bagging generates lots of waste consumables – the vacuum bag, peel ply and breather fabric are all typically discarded after use.
- It only provides a good surface finish on the tool-side of the part. The surface finish on the bag-side will be less good.
Share this article
Found this article useful? We have a full range of services to help you...

Materials & Process Development
Whether it's thermosetting or thermoplastic composites, biocomposites or nanocomposites, we can help you develop a material or process that meets your requirements.
Developing composites...
Pilot-Scale Manufacturing & Prototyping
Our suite of pilot-scale manufacturing facilities are at your disposal - prepregging, compression moulding, resin transfer moulding, injection moulding, and many more.
Making composites...About the author




News